Aluminum Sheet Fabrication Process
ChinaSavvy, Western managed, British owned and located in the heart of industrial China, is capable of supplying world class standards when it comes to aluminum sheet fabrication. Operating to ISO:9001 regulations and quality standards, ChinaSavvy supplies world-class aluminum sheet fabrications offering the following specialized services:
Processes Used
Our aluminum fabrication shops are able to offer you the world-class value added services associated with aluminum sheet fabrication, including:
Cutting and Burning
Cutting the sheet to size, we apply specialist band saws, cut-off saws and cutting torches. The sheet is sheared, sawed or chiseled using CNC cutters (which apply mill bits, water jets and lasers) and hand-held torches (such as plasma torches and oxy-fuel torches).
Our aluminum fabricators’ capabilities include:
- Saw and plasma cutting
- CAD and CAM programming and designing
- Water jet precision cutting (with dual cutting heads and a 12 inch by 12 inch working envelope)
- CNC Precision Shearing of up to 12 feet in 3/8 inches
Cutting Processes:
Water Jet Cutting:
The use of a high pressure water jet combined with an abrasive results in a cold cut with sharp edges. This method is able to cut through a sheet thickness of 120 millimeters.
Mechanical Cutting:
Sawing and mechanical cutting remains a popular way to cut aluminum sheets simply because it a versatile process that is economically sound. It can be done using the common tools at the disposal of aluminum fabrication shops, resulting in a good cutting speeds, but not a very high cutting zone quality.
Laser Cutting:
With a low heat transfer to the aluminium piece, laser cutting also yields a high quality cut and narrow kerf. Equipment costs are high and high power outputs are required.
Plasma Cutting:
Between the thickness ranges of that of foil and 150 millimeters, this is faster than laser cutting for the same thickness range, but gives a lower quality cut.
*NOTE: Because the melting point of aluminium is lower than that of alumina, a flame torch cannot be used for cutting.
Forming
The forming process is completed through the use of hammering (which can be both manual or mechanical), press brakes and other similar specialized tools. Modern fabrication techniques tend to apply press-brakes to air-bend sheets into form, while programming software in CNC controlled press brake machines are able to position parts, that were cut, into place and make the necessary ‘bend lines’ in the correct places.
Capabilities of our aluminum fabrication shops include:
- The rolling of up to ¼ inch (6mm) by 8 inches (200mm)
- CNC back gauging and 12 inch press brakes of up to 350 tons
See also Aluminium Tube Fabrication.
Machining
Using portable metal working tools as well as magnetic base drills, mills (entailing the use of rotary cutters) and metal lathes.
ChinaSavvy has a wide selection of specialized services, including the following capabilities:
- CNC punching up to ¼ inch plate
Welding & Assembly
Completing welds per engineering drawings, welders will assembled formed and machined parts. Using a variety of methods, including TIG Welding, specialized personnel and trained professionals also deal with special precautions in order to prevent warping of the weldment due to heat. This includes using stout fixtures, staggered fashion welding, re-designing of the weldments and covering the weld with sand during the cooling process. Straightening operation can also be applied after welding has been completed.
Assembly is commonly done through the combination of manual and mechanical labor, using welding, riveting, more bending, threaded fasteners and adhesive binding techniques.
ChinaSavvy brings and array of specialized services to the table, including:
- TIG welding
- MIG welding
Considerations to be taken into account when manufacturing and joining aluminum:
- The type of aluminium alloy used
- The ease of the automation of the processes applied
- The thickness of the aluminium parts being joined
- The length of the joints being made
- The fabrication tolerances of the aluminium
- The readiness of the production process being applied
- How many joints can be produced per day
- The capital investment cost needed
- The degree of access to the join
Popular joining methods applied:
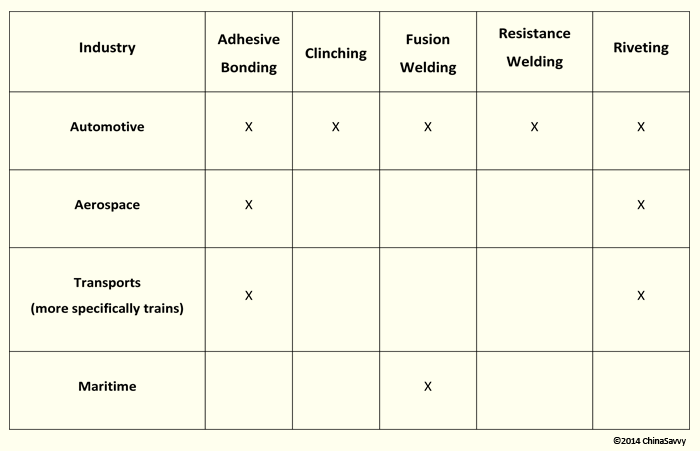
Popular joining methods used includes:
- Adhesive Bonding
- Clinching
- MIG (Metal Inert Gas) Welding and TIG (Tungsten Inert Gas) Welding
- Resistance Spot Welding (RSW)
- Riveting
Adhesive Bonding
With the joints made of a weaker material (such as rubbers or plastics) than the base material, it is a binding process more appropriate for the creating lap joints and is very rarely used to create butt joints.
Often combined with welding and riveting to get better results, the following advantages are associated with Adhesive Bonding:
- Retention of metal’s properties
- Ability to join different materials
- A good resistance to fatigue
- Joints are sealed
- A good resistance to corrosion
- Stiffness of the joints
The disadvantages of Adhesive Bonding:
- Durability of the joint is not as high
- Surface treatments are required
- Quality assurance
- The strength of the joints are not as high
- Fabrication and assembly
- Environmental issues (while than aluminum alloy is fully recyclable, the material used for joining, is not)
Clinching
Formed by pressing a punch on the aluminum plates and deforming it in a die, clinching requires access to the joint on two (or both) sides. Though it is a process that requires different set of tools for different tasks, and it is not an appropriate method for visible areas, it does have the following advantages:
- The joining of different material sis possible through clinching
- It is known for its low energy consumption
- Only light cleaning of aluminum is necessary when using this joining process
- Clinching has a low maintenance cost
MIG (Metal Inert Gas) Welding and TIG (Tungsten Inert Gas) Welding
MIG welding is most commonly used for aluminium plate thicknesses of more than 6 millimeters and chosen if high welding speeds are needed combined with long weld lengths. More difficult to control at lower thicknesses, the lower end of the MIG welding range is around 3 millimeters. When pulse MIG welding is applied, a thickness as low as 1 millimeters can be welded.
While it is a known process and easy to automate with good accessibility, a high control over the process is required, and fatigue performance and the need for post treatment is among the disadvantages associated with MIG welding.
TIG welding is used on aluminum sheets with a thickness as small as 0.7 millimeters (more commonly for sheet thicknesses from 1 milometer to 3 millimeters) and the chosen process for shorter weld lengths.
Resistance Spot Welding (RSW)
Used to make flange and lap joints, it also requires that both sides of the joint be visible. RSW is a known process that is easy to automate and causes low deformation, but it cannot be used to create tee, butt and edge joints.
Other disadvantages of RSW includes the fat that it has a high investment cost for production and the aluminium to be welded requires surface preparation.
Riveting
Suitable for both flange and lap joints, aluminum fabricators use either solid or blind rivets of either steel or aluminum. Aluminum is the preferred rivet material as it is cheaper.
Metal piercing rivets are punched through the material (with no holes being drilled), causing the tubular end to flair open and lock the rivet in place, whereas blind rivets need only access from one side.
Back to Main Page: Aluminum Fabricators
Further Suggested Reading:
- Aluminium Tube Fabrication
- Anodizing Aluminium Fabrication
- TIG Welding Aluminium
- Aluminum grades and Chinese equivalents
- Tolerances in Aluminum Fabrication
