Aluminum Tube Fabrication
Able to produce world-class manufacturing services in China, ChinaSavvy operates under western management and are experienced aluminum tubing suppliers. Specializing in aluminum tubing, among many other high quality services, we are also capable of producing aluminium tubing with an outside diameter as small as 0.100 inches.
Our range of capabilities also allow us to extrude aluminum shapes with a wall thickness as small as 0.013 inches and produce aluminum tubing with a wall thickness of 0.010 inches.
ChinaSavvy stocks the following aluminum alloys:
- 100
- 3003
- 6061
- 6063
(The tempers available for aluminium tube fabrication include 0, H112, T5 and T6, while other alloys are also available on request.)
Aluminum extrusion fabrication is the process of creating a selection of objects with a fixed, cross-sectional profile, while the tube bending and fabrication of aluminium is a metal forming process used to permanently form tubing or pipes.
The process of bending tubes or stock material pipe involves the use of mechanical force. The pipe or tubing is ‘pushed’ against a die, forcing it to take on the shape of the die.
The process starts with loading an aluminum tube into a pipe bender. It is then clamped between two dies, namely the clamping block and the forming die, and loosely held by what is called the pressure die and the wiper die.
Often times stock tubing will be held in place, allowing the end to be rotated and rolled around the die form, forcing it to take on the shape of the die. Other processes involves the pushing of stock pipe through rollers. These rollers then bend the material into a simple curve.
For some tubing processes, a mandrel (an object that is used for shaping machined work) is placed inside the tube to prevent it from collapsing.
Types of Mandrels:
-
Plug Mandrel:
This is a solid rod usually applied for normal bends. -
Sand:
Entails the packing of sand into the tube in order to prevent the possibility of distortion in the cross-section of the tubing. -
Form Mandrel:
Usually applied where more support is needed, this mandrel entails the use of a solid, curve-ended rod. -
Ball Mandel with a Cable:
Applied where critical and precise bends are needed, it entails the insertion of linked ball bearings into the tube. -
Ball Mandrel without a Cable:
Also used where critical and precise bend are needed, it entails the insertion of unlinked steel ball bearings into the tube.
The tube is then also held in tension that helps to prevent the creasing during the process. This this done by using a wiper die, which is made of a softer alloy, like aluminium or brass, as it avoids damaging or scratching the tubing material that is being shaped.
Most of the tooling (such as the dies) used in tube fabrication is made of hardened or tooled steel, simply because harder dies have a longer life-span. There are however tools that need to be produced from softer alloys to prevent damage.
Parts like the clamping block, pressure die and rotating form block is made of hardened steel. This is because the tubing doesn’t move past these parts while being machined. Parts like the wiping die and pressure die are made from softer alloys (like aluminium and bronze) because these are the parts responsible for maintaining the tube’s surface and shape as it moves by.
Processes Used
Noted below are the various bending processes applied:
Press Bending
Used where a consistent cross-section isn’t needed, this process is used for cold tubing and pipes. With no internal support in the pipe itself, a die (in the shape of the desired bend) is pressed against it, forcing it to conform to the shape of the die (or bend). This lack of internal support causes an ovular cross section in the pipe.
Though dies can only work for one size tube and one radius, it is able to produce various shapes.
Rotary Draw Bending
Also known as RDB, this process entails precise technologies and uses die sets to bend pipes. The die sets (or tooling) has a constant center line radius (CLR) and benders applied in this process are able to be programmed to store multiple bend jobs, including each job’s variable degrees of bending.
Capable of creating visually appealing bends when coupled with the appropriate tooling, operators are able to reduce complex bends (with differing planes and multiple bends) by attaching a positioning index table (IDX) to the bender.
Our Computer Numeric Control (CNC) machines, applying highly sophisticated tooling, are capable of create severe bends that have high quality requirements.
Axial boosting is applied in order to inhibit the thinning and eventual collapse of the upper or exterior arc of the curve (extrados) of the tube being bent. Mandrels in turn are used either with or without spherical links in order to prevent the formation of wrinkles and general ovalization.
For bending processes that can be seen as relatively easy, these machines can be simplified, removing the need for the mandrel, the wiper die and axial assist.
When high precision bending of hard to bend tubing is required to have a large outside diameter to thickness ratio, and a small mean bending radius to outside diameter ratio, the complete tooling of complex CNC machines are required for the job.
Roll Bending
Tubing being bent using this process generally pass through a set of three rollers, applying pressure and slowly altering the bend radius of the pipe. Effective for creating both long gentle bends, it is also used for creating coils of pipe.
Causing little distortion in the cross section of the pipe, these pyramid style rollers either have one moving roll (this is most likely the top roller) or, as seen in double pinch benders, two adjustable rolls (these are usually the two bottom rollers).
-
Three Roll Push Bending (TRPB):
This is our most frequently used freeform bending process and is used in order to create bending geometries that consist of multi-plane bending curves. Here the material is pushed through the bending tools, guided between the main bending-roll and the supporting-rolls. The tube is pushed around its longitude axis, enabling machines to change the bending plane and create multi-plane bending curves. -
Simple Three-Roll Bending:
Using friction, these machines (which are usually semi-automatic and non-CNC controlled) push or feed the tube into the bending zone where the rollers lay on a vertical plane.
Heat-induction
Used when large pipes need to be bent, heat-induction entails the placing of an induction coil around the section of the pipe where the bend should be. Heated to between 800°F and 2 220°F, pressure is applied in order to create the bend. After being bent, air or water spray is used to quench the pipe.
The chosen method for large pipes such as as those used in power plants, freeway signs and petroleum pipe lines.
Hot-Slab Forming / Sand-Packaging
Here, we fill the pipe with a fine sand, minimizing the possibility of distortion in the cross-section of the tubing, and cap the ends. Heating it in a furnace to 1 600°F or higher, it is placed on a slab with the pins set in place. Using mechanical force, the tube is bent around the pins.
Why Choose Extruded Tubing over Seamless Drawn Tubing?
Though seamless drawn tubing offers the best formability when compared to extruded tubing, extruded aluminium tubing has the benefits of a lower cost, a shorter lead time and the best tolerances.
Precision Aluminium Tubing
With our use of world-class equipment, highly experienced and skilled professionals combined with our western management, our precision aluminium tubing services are able to deliver extruded tubes that have close tolerances and small outside diameters.
For application is various specialized fields requiring high dimensional accuracy, ChinaSavvy manufactures complex extruded aluminum tubing and intricate semi-hollow profiles.
Thin Wall Aluminium Tubing
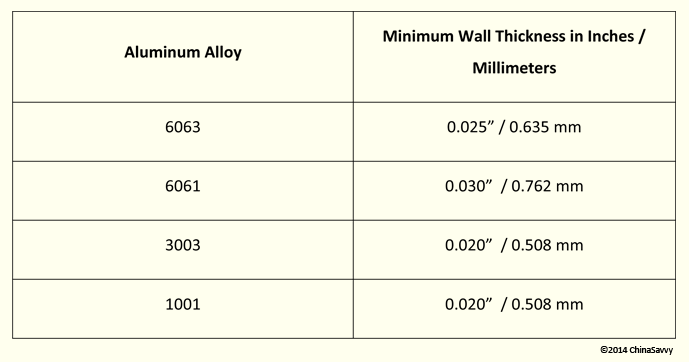
Both the outside diameter and the wall thickness of an aluminium tube plays a role on the final ‘roundness’ of the tubing itself. Generally, extruded aluminium tubing with an extremely thin wall cannot exceed an outside diameter of 1.00 inch.
Our capabilities allows us to produce aluminum tubing with the following minim wall thickness (for each aluminum alloy grade):
Back to Main Page: Aluminum Fabricators
Further Suggested Reading:
- Aluminum Grades for Sheet Fabrication and Chinese Equivalents
- Aluminum Sheet Fabrication
- Anodizing Aluminum Fabrication
- TIG Welding Aluminum
- Tolerances in Aluminum Fabrication
