The Alternative Sintering Process
Both Selective Laser Sintering and Direct Metal Laser Sintering is widely used within the industry today. Used for, among other reasons, rapid prototype casting, these alternative methods of sintering offer its own set of functionality and advantages.
ChinaSavvy, based in Guangzhou, China, with offices in the US and UK, is fully equipped to deliver specialized services ranging from conventional sintering and Metal Injection Molding (MIM), to Selective Laser Sintering and Direct Metal Laser Sintering.
Alternative sintering processes available includes:
- Selective Laser Sintering (SLS)
- Direct Metal Laser Sintering (DMLS)
- Other Metal Sintering Processes:
Selective Laser Sintering (SLS)
Selective laser sintering, or SLS, is a an additive manufacturing process that makes use of lasers to sinter powder materials. These lasers are aimed at defined points, binding the material together in order to form one, solid part or component.
The SLS process involves the solidification of a polymer binder material around the steel powder, one slice at a time.
In SLS, the powder material is fully melted rather than sintered, unlike that seen in Direct Metal Laser Sintering . A rather new technology, SLS is used in rapid prototype casting and for the production of components in small volumes.
The Process
In SLS, a laser beam traces and selectively sinters powdered metal composite materials into successive cross-sections of a three dimensional part. Additional powder is deposited onto each solidified layer and then sintered.
Parts manufactured using this process are built on a platform that adjust in height equal to the thickness of the layer being created. The powder, being maintained at an elevated temperature, only fuses when exposed to the laser.
After each layer has been built, the part is placed in a furnace at a temperature of 900°C or higher - this allows for the polymer binder to burn off. The part is also infiltrated with bronze, allowing manufacturers to improve the density of the part.
Note that these parts undergo secondary machining operations if so required, but improvement in both accuracy and resolution has minimized the need for these machining operations.
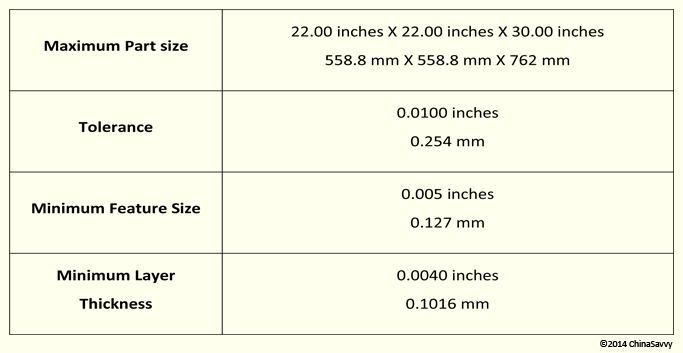
Capabilities
Direct Metal Laser Sintering (DMLS)
Also an additive manufacturing process like selective metal sintering, Direct Metal Laser Sintering, or DMLS, involves the construction of a part using a laser in order to selectively sinter (heat and fuse), powdered metal into layers, forming a single solid part.
Starting out in 1994 as the first rapid prototype casting process, the DMLS involves a metal powder, which is free of a binder or fluxing agent, being melted by scanning a high power laser beam in order to build a part.
This part is built in such a way as to keep the properties of the powder metal used. The elimination of polymer binders enables manufacturers to avoid burn-offs as well as infiltration processes. Parts produced using direct metal laser sintering has a 95% density (compared to an estimated 70% density of selective laser sintered parts).
Compared to selective laser sintering, DMLS has:
- A higher detail resolution. This is because thinner layers are used, made possible by smaller powder particle diameters.
- More intricately shaped parts can be produced using direct metal laser sintering (because of the thinner layers being built).
In DMLS, two different methods are used, namely:
-
Powder Deposition:
Here, the powder is contained in a hopper. The powder is melted and a thin layer is deposited onto the build platform. This method has the advantage of using more than one material. Each material is in it own hopper, where it is melted before being deposited. -
Powder Bed:
Here, the powder dispenser piston raises the powder supply. A recoater arm distributes a powder layer onto the powder bed, which is followed by a laser sintering this layer. This method is limited to using only one material at a time, but is faster.
In both methods used, a build piston lowers the build platform after each layer of the part is complete.
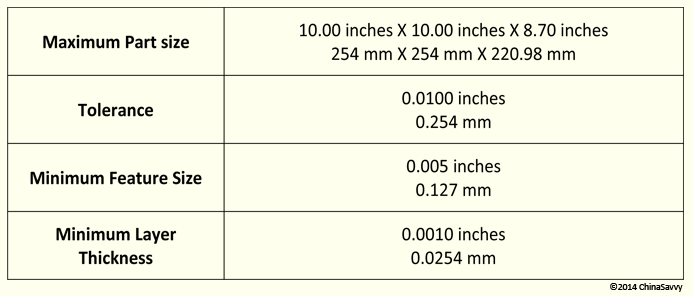
Capabilities:
Other Metal Sintering Processes
Other metal sintering methods include:
Liquid Phase Sintering
Used for materials that are difficult to sinter, liquid phase sintering involves the addition of additives to the powder material. These additives will melt before the matric phase in the process.
This sintering process has the following stages:
-
Rearrangement:
As the liquid melts, it is pulled into the pores through capillary action. This allows for powder grains to be arranged in a more favorable packing arrangement. -
Solution Precipitation:
Contact Flattening will now occur. In the areas where the capillary action is high, atoms will preferentially go into solution. Precipitation will then take place in areas that have a lower chemical potential. This allows for densification. Ostwald ripening will take place, which involves smaller particles going into solution preferentially and precipitating on larger particles. -
Final Densification:
The solid skeletal network is densified.
Electric Current Assisted Sintering
These sintering techniques make use of electric current in order to either drive or enhance metal sintering. The most known methods include resistance sintering, also known as hot pressing, and spark plasma sintering.
Resistance sintering is a low stain rate process in which a powder or powder compact is formed at a temperature high enough to cause sintering or creep. This is done by the instantaneous application of both heat and pressure, and is mainly used in the industry in order to fabricate brittle and hard parts and components.
Spark plasma sintering (SPS) involves the use of an external pressure and an electric field simultaneously. This application of pressure and electric field enhances densification. This method uses lower temperatures and a shorter time than conventional sintering methods.
Pressureless Sintering
This sintering methods involves the sintering of powder compact (in some cases at high temperatures depending on the powder metal) without the use of pressure. This methods aids in the avoidance of density variations, as seen in the more traditional hot pressing methods, in the final part or component.
Powder Metallurgy
Below you can explore the advantages and disadvantages of powder metallurgy.
Advantages of Powder Metallurgy
Some advantages of powder metallurgy includes:
- The process is capable of producing near net shapes and required very little to no secondary machining operations.
- The powder metallurgy process is able to use all of the raw material. No scrap is produced and no material waste that cannot be reused is created during the manufacturing process.
- Special part and component characteristics can be achieved by using infiltration and impregnation techniques.
- Powder metallurgy is a processes capable of producing bi-metallic parts and sintered carbide.
- Parts produced have a high tolerance and the process allows for the manufacturing of parts with a specific set of mechanical properties such as density, hardness, porosity and strength.
- The capability to produce complicated forms for a uniform structure are also one of the advantages of powder metallurgy.
- Parts produced have a long term performance reliability and the process itself is well suited for high volume production runs.
Disadvantages of Powder Metallurgy
Some of the most noted disadvantages of powder metallurgy include:
- This process makes producing larger complex parts difficult.
- Powder metallurgy isn’t well suited for low melting metal powders such as cadmium and zinc.
- The production of metal powders can be costly. High tooling costs are also a disadvantage (especially so in low production volumes).
- There are limitations on both shape and features when it comes to powder metallurgy. An example of these limitations includes the fact that process cannot produce radial hole in vertically pressed cylinders.
- In low production volumes, the process might not be the most cost effective option. It is more suited for high volume production runs.
- The powder metallurgy process produces parts that have a low strength and ductility. Not however that impregnation, infiltration and other secondary operations can improve strength etc.
- The fact that the size of the part will change once sintered is noted as one of the disadvantages of powder metallurgy.
Note however that these size changes are predictable and can be taken into account during the design stages.
Back to Main Page: Sintered Metal Manufacturers
Further Suggested Reading:
- Metal Sintering Process
- Metal Sintering versus Metal Injection Molding
- Shapes that can be Sintered
- Materials used in Metal Sintering
